Clair offers Electrostatic Precipitators (ESP’s), which is one of the industrial air pollution control equipment’s. ESP’s can handle large gas volumes with a wide range of inlet temperatures, pressures and dust loads. For many applications the collection efficiency of particulate matter can be >99%. The ESP’s can handle hot process exhaust gases where temperatures are in the range of 50 – 400 degree C. ESP’s offered by Clair can effectively collect particulate matter for coal and biomass fired boilers, furnace, incinerators, kiln, sinter, pellet, iron, non-ferrous applications and several other industries. Clair has provided ESP’s for handling gas volume of up to 13,00,000 m3/h.
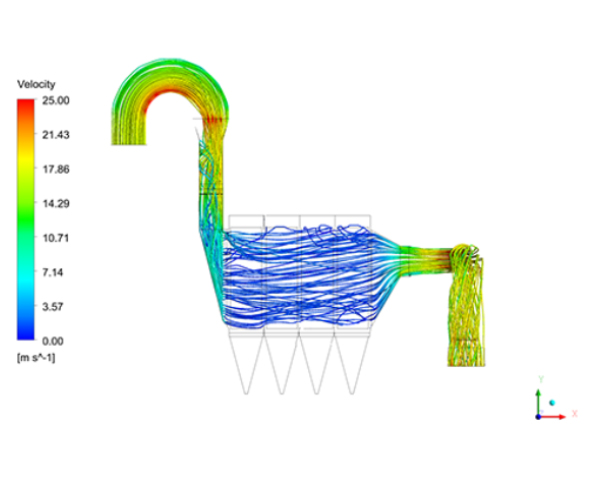
Every particle either has or can be given a charge—positive or negative. The particles in the gas stream are charged (imparting negative charge). The negatively charged particulate matter then migrates to the grounded collecting plates and be captured. The particulate matter will accumulate on the collecting plates forming a dust layer. This dust layer is then removed by rapping. Charging, collecting, and removing—that’s the basic idea of an ESP, which helps in capture of particulate matter.
What makes our ESP Design Unique?

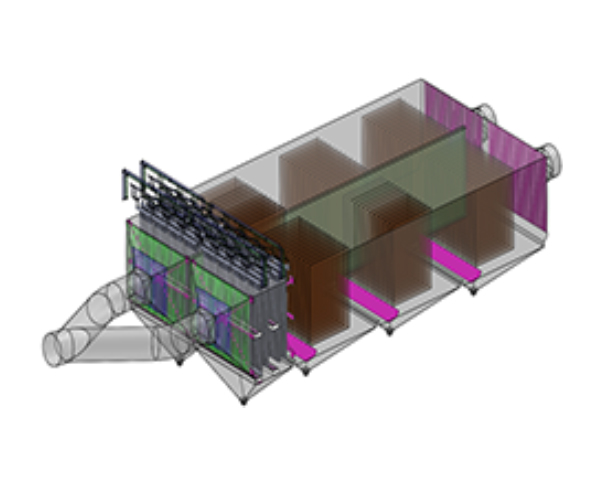

What makes our ESP Unique?



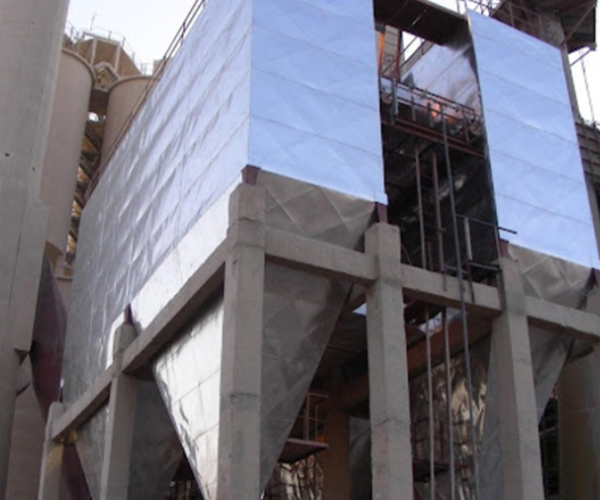
At one of the Cement plant requirements in Rajasthan for a leading cement manufacturer, an existing ESP was de-dusting the clicker cooler gases, however due to the revision in the emission norms to less than 30 mg/Nm3 from less than 100 mg/Nm3, there was a need to reconfigure the de-dusting arrangement. We completed the project along with design, engineering and supply of a customized ESP, placing it in parallel to the existing ESP to meet the emission norms.
| S.No | Description | Unit | Value |
| 1 | Gas volume (condition) | m3/hr | 2,92,200 to 3,42,720 Am3/hr at 130-180 Deg.C with WHRS ON 4,87,200 Am3/hr at 240-280 Deg.C with WHRS OFF, volume for new ESP to be decided by bidder based on existing ESP capacity for <30 mg/Nm3. |
| 2 | Gas temperature | Deg C | As mentioned above |
| 3 | Inlet pressure | mm WC | -25 to -200 |
| 4 | Dew point temperature | Deg C | 38 |
| 5 | Dust load at inlet | gm/ Nm3 | 35 |
| 6 | Guaranteed outlet emission | mg/Nm3 | 25 |
Based on the Air load test results for above parameters during our site visit, the following ESP design criteria were decided:
| S. No | Description | Unit | Value |
| 1 | Gas volume | m3/hr | 1,70,520 |
| 2 | Gas temperature | Deg C | 280 |
| 3 | Dust load at inlet | gm/ Nm3 | 35 |
| 4 | Guaranteed outlet emission | mg/Nm3 | 25 |
| 5 | No. of gas passages | 13 | |
| 6 | Height of the field | m | 10 |
| 7 | Length of the field | m | 4 |
| 8 | Model of ESP | CE – 01 – 1B – 4F – 13 GP – 8CP – 10.0 |

Our installation for a raw mill ESP in December 2015