Municipal solid waste (MSW) incineration plants tend to be among the most critical solid waste management options, and they require highly skilled personnel and careful maintenance. For these reasons, incineration tends to be a good choice.
Incinerating municipal solid waste generates large volumes of flue gases. The flue gases carry residues from incomplete combustion and a wide range of pollutants. The pollutants and their concentration depend on the composition of the waste incinerated and the combustion conditions. Ash, heavy metals, and a variety of organic and inorganic compounds can be found in varying quantities
The pollutants are present in the form of particles (dust) and gases such as HCl, HF, and SO2. Some harmful compounds such as mercury, dioxins, and NOx can only be fully removed by applying advanced chemical treatment technologies.
SNCR FOR NOx REDUCTION
The SNCR process is a post combustion NOX reduction method that reduces NOX through the controlled injection of an Urea [CO(NH2)2] solution into the flue gas flow to dissociate NOX into nitrogen gas and water vapour. The reducing agent is injected into the specific temperature zone (8500 to 11500 C), where with proper mixing and adequate residence time for the reduction reaction to occur, NOX is converted to harmless molecular nitrogen.
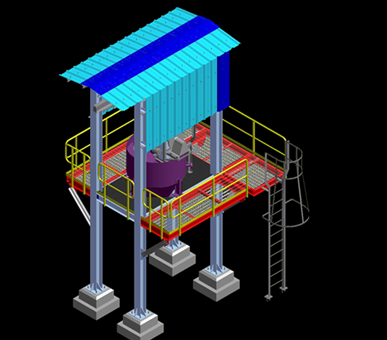
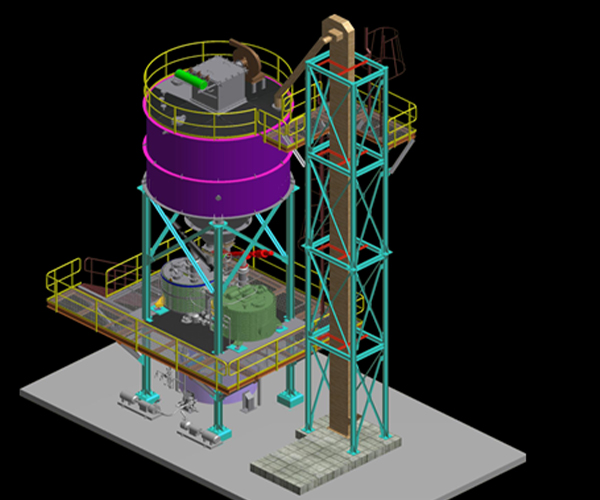
For the reduction of NOx a 40% urea solution is used as reagent. This solution is prepared in a mixing tank by dissolving urea powder in de-mineralised water, and is then transferred to an storage tank. The injection is done in the first empty pass of the boiler. The urea solution is atomized in the nozzles with air from a local blower. The process of urea preparation, transfer, storage and dosing is described together with the atomizing air supply as SNCR system.
FLUE GAS HANDLING FOR GASEOUS POLLUTANTS
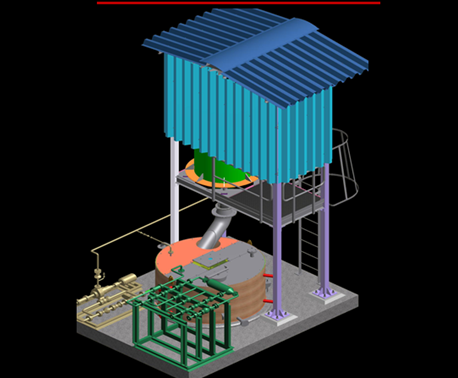
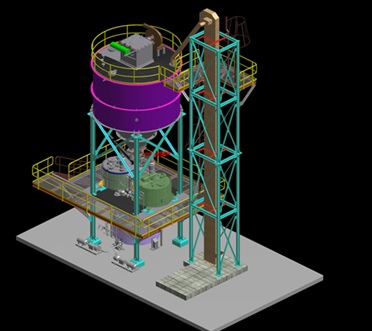
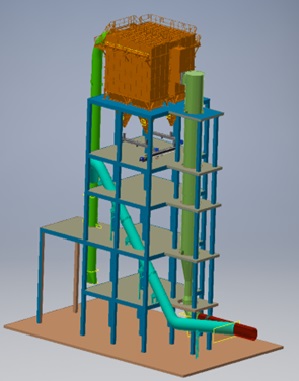
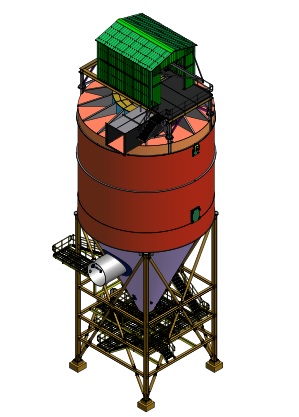
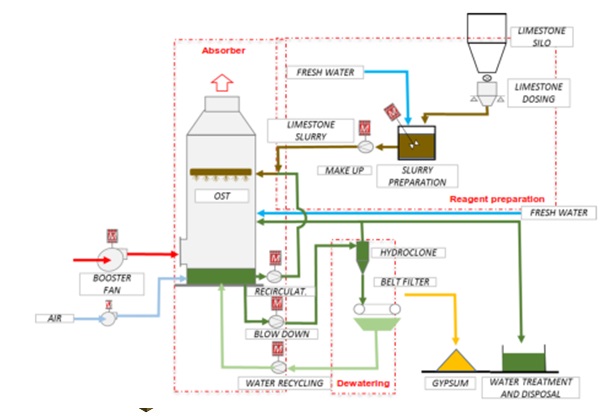
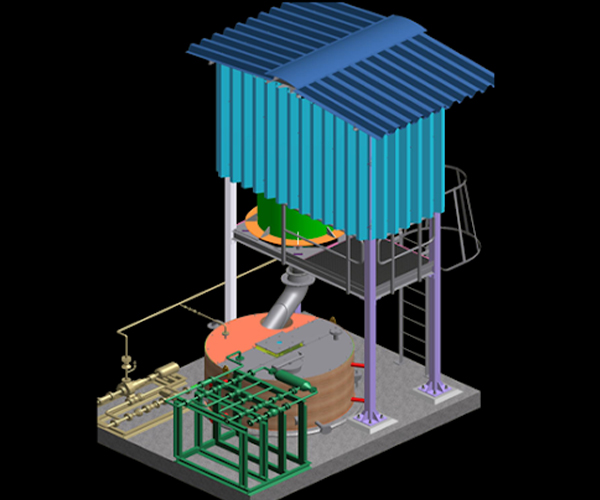
The exhaust flue gases from boiler are led directly into Semi-Wet Reactor. The semi-wet reactor is responsible for the main removal of acids (SO2, HCl & HF). The flue gas coming from the boiler contains fly ashes, the above-mentioned harmful gaseous components and dioxins, furans, heavy metals, mercury & its compounds and others. This flue gas enters the semi-wet reactor through a spiral-shaped flue gas inlet channel. The rotary atomizer is located in the roof of the semi-wet reactor, which atomizes the lime milk and cooling water into fine droplets to create the best contact and temperature conditions for the neutralization of the acid pollutants.
The solid residue is entrained with the flue gas into the downstream bag filter. Part of the residue is removed from the gas flow at the reactor bottom and will be extracted via the lower cone to the residue storage and handling. The second cleaning step takes place on the bags in the bag filter, downstream of the semi-wet reactor.
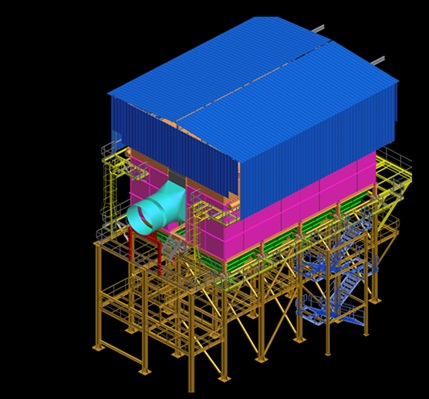
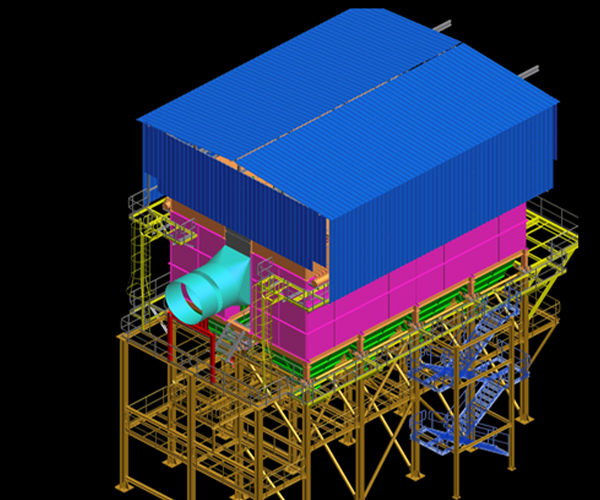
Immediately after semi-wet reactor, dry Powder Activated Carbon (PAC) will be injected into the flue gas duct and this flue gases are treated in the bag filter where heavy metals and dioxins/furans along with dust will be removed.
The Powder Activated Carbon (PAC) is injected into the flue gas as an adsorbent for dioxins, furans and heavy metals. The system consists of a silo, a dosing hopper with dosing screw, a pneumatic transport system and an injection nozzle. The PAC is injected into the duct just before the bag filter.
| PARAMETERS | UNIT | BEFORE FGTS TREATMENT | AFTER FGTS TREATMENT |
| SO2 | mg/Nm3 | 297 | 32 |
| HCl | mg/Nm3 | 1,200 | 10 |
| HF | mg/Nm3 | 10 | 0.1 |
| NOx | mg/Nm3 | 200 | 200 |
| Dust | mg/Nm3 | 2,500 | 10 |
| Dioxins & Furans | mg/Nm3 | 3.0 | 0.01 |
| Cd, Ti | mg/Nm3 | 0.52 | 0.01 |
| Hg & components | mg/Nm3 | 0.07 | 0.001 |
| As+Pb+ | mg/Nm3 | 8.9 | 0.2 |
Extensively used for boilers those use alternate fuels as well as fossil fuels such as coal / natural gas / oil
Used for medicinal & surgical waste incineration
Scrap rubber incineration plants extensively need complete Flue gas treatment systems
And many others