New challenges call for new solutions
Introduction:
A reputed client located in North East India was installing a Reidhammer furnace for anode baking process. Anode manufacturing, particularly the baking process, is an important part of the primary aluminium production process. Anode baking is carried out in closed top furnaces. The anodes are placed in pits and surrounded by packing coke to prevent oxidation by infiltrated air and mechanical support. The anodes are baked through indirect contact with the hot gas flowing in the flues on both sides of the pit. The gases coming out of the furnace consists of particulate matter and tar.
To design the air pollution control equipment, it is very important to understand the physical and chemical properties of material handled, which is tar. The auto ignition temperature of tar is 335 0C, but the flash point temperature of tar is 74 0C where tar can form an ignitable mixture in air. The temperature of the gases at the outlet of Reidhammer furnace is around 130 to 150 0C. The gases first need to be cooled to ~90 0C in order to capture the tar in the gases.
Clair installed an Electrostatic Tar Precipitator (ETP) for handling tar and particulate matter from the gases. The composition of the flue gases handled is listed below in Table 1, which were challenging in nature.
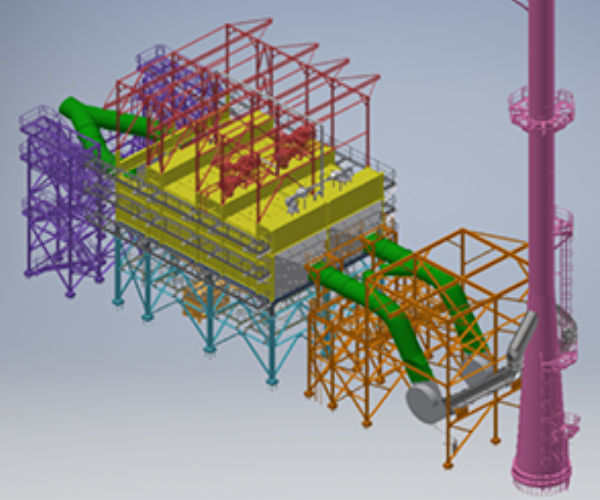
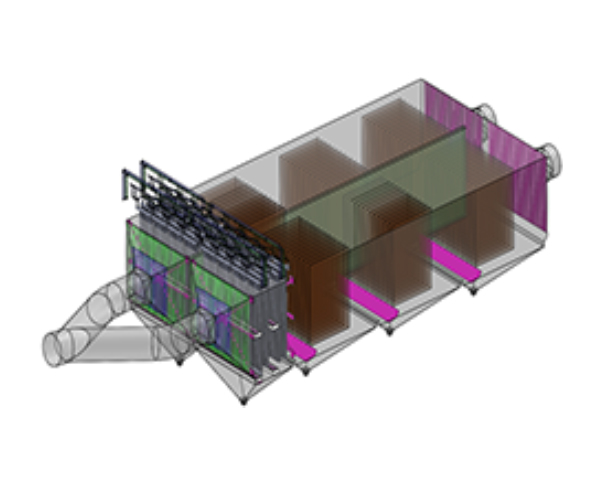
The proposed ETP has a cooling section before the Electrostatic Precipitator to cool the gases from 150 0C to ~90 0C. The cooling section consists of 2-stage water cooling banks to reduce the gas temperature to ~90 0C. The cooling sections are modular in construction for easy inspection, maintenance and for in-situ cleaning. The cooled gases then pass through a horizontal dry type ESP having 2 fields in series. The cleaned gas then passes through the ID fan and then released to the atmosphere through the stack. Sealed pot arrangement isprovided for hoppers (1 for cooling section & 2 for ESP) which are filled with water. The tar gets collected inside the sealed pot and with the suction of water, tar can be collected.
There are 2 ETP streams in parallel: one working and one stand-by. Both the paths are used in an alternate manner based on some decided frequency of the operational needs. This arrangement also provides an opportunity to do off-line maintenance / periodical cleaning of internals, as required by the plant.
Data/ Table:
Table 1: Composition of the flue gases handled
Sl. No. | Description | Unit | Value |
1 | Gas Volume | Nm3/hr | 35,000 |
2 | Operating Temperature | 0C | 150 |
3 | Pressure at inlet of ETP | mmWG | -200 mmWG |
4 | Gas Composition | | |
5 | H2O | % v/v | 4.50 |
6 | Dust | mg/Nm3 | 50 |
7 | Gaseous tar | mg/Nm3 | 200 |
8 | Condensed tar | mg/Nm3 | 250 |
9 | CO | mg/Nm3 | 1500 |
10 | NOX | mg/Nm3 | 175 |
11 | Benzene | mg/Nm3 | 10 |
12 | SO2 | mg/Nm3 | 250 |
13 | Water Dew Point Temperature | 0C | 40 |
14 | Guaranteed tar content at the outlet | mg/Nm3 | <50 |
15 | Guaranteed dust content at the outlet | mg/Nm3 | <50 |
Observations:
Clair successfully commissioned the ETP in 2015, where the scope included design, engineering, manufacture and supply of the complete ETP and ID fans. Since its commissioning in 2015, the ETP is operating successfully achieving the designed outlet norms.
Pictures: