A reputed steel manufacturing client located in Maharashtra, is expanding on its integrated steel plant operation capacity from 3.3 Million Tons Per Annum (MTPA) to 5 MTPA. The client also intends to expand the unit further to 10 MTPA in the coming years. Clair was entrusted with the responsibility to provide design, engineering, manufacture, supply, erection and commissioning of the complete dust extraction system for the Raw Material Handling System (RMHS) accounting for the capacity expansion up to 5 MTPA.
The projects includes the complete dust extraction system from the source points, which includes bag filter, ID fan, RAV, slide gate, silo, material discharge like telescopic chute, along with accessories and ductwork. Duct work includes the capture of dust from the source points, transport of the captured dust by means of ducting layout to the bag filter. Stack for each of the de-dusting systems where applicable is also being provided. The complete package includes 34 de-dusting systems with bag filter volumes ranging from 11,000 m3/h to 1,50,000 m3/h.
Clair has currently supplied the de-dusting systems and the project is under execution. Clair has supplied the complete de-dusting system to achieve an emission of ≤ 10 mg/Nm3.
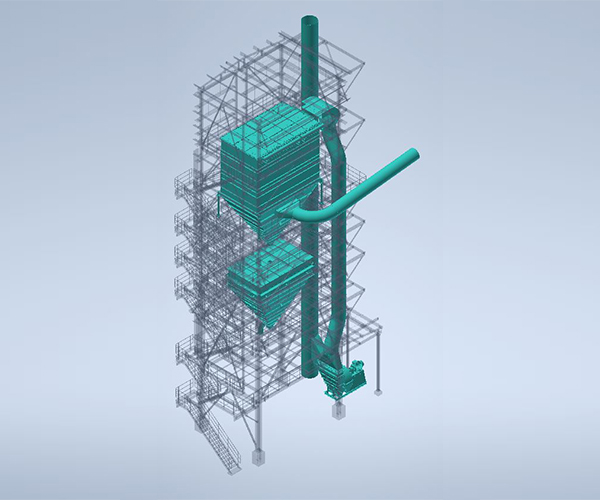
Picture:
Figure 1: The 3D model of the RHMS dedusting application supplied to the client