De-dusting Applications comprise of 2 critical processes: Dust Extraction and Dust Collection.
DUST EXTRACTION:
The generation of dust is a common problem in many plants. Airborne dust can affect the smooth functioning of machinery and creates problems for the workforce. For effective containment of dust, it is essential to identify dust-generating sources and curb the spread by providing an effective extraction system.
Concept of dust collection seems simple, but careful attention needs to be provided to details to achieve proper dust extraction. The key components of dust extraction system are ducting and hood design.
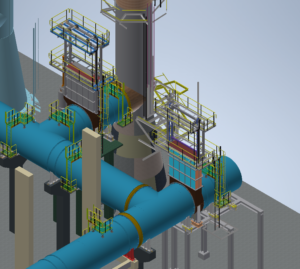
Ducting:
Dust generated at a point source is pulled into pickup hoods, which is the start of the dust extraction. Airflow through the hoods can be controlled by either dampers or by duct sizing. The ducting is routed through the plant, often changing directions multiple times and likely increases in diameter along its length as the number of source points are added. The ducting terminates at the dust collection system.
Sufficient conveying velocity is required to pick up the dust from the pickup hoods and transport the material to the dust collector for capture of the dust. As per American Conference of Governmental Industrial Hygienists (ACGIH), there are a wide range of minimum dust design velocities, which are strongly based on material characteristics. The ACGIH norms are the basis for the design of the ducting network for effective capture of dust. In addition to conveying velocity in the ducting, the capture velocity at the pickup hoods is another important consideration. ACGIH provides helpful guidelines for recommended capture velocities at the pickup hoods. ACGIH provides a range of capture velocities depending upon the type of dust. Hood design plays a very important role in adequately capturing the dust generated at the source. Clair design of dust capture is based on ACGIH norms and also based on our vast industry experience over the past 29 years.
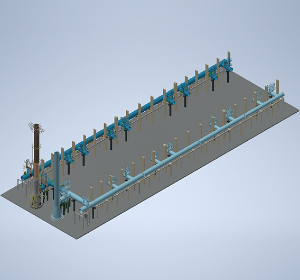
Balancing of airflow in the ducting is done by two main approaches: by dampers and by varying duct design method. In the duct design method, the duct size and layout is engineered to balance the airflow in the system’s branches, pickup hood and the piping based on static pressure loss through each branch so that the pressure loss will be equal. This method doesn’t use dampers to manually adjust airflow at each branch (as done in damper design method).
The duct varying design method is preferred to ensure adequate conveying velocity in each portion of the system because the method uses more information to provide a more detailed approach to system design. When using the duct design method, the path of greatest airflow resistance is first determined through static pressure loss calculation. This can be done through basic engineering calculations for airflow resistance through pickup hoods, duct branches and main ducts. After determining the static pressure loss per segment, then the duct diameters, elbows, etc., are adjusted to generate equal static pressure at junctions so that the airflow is balanced.
When using the damper method, the duct diameters are commonly the same throughout the system and airflow is balanced through the manual adjustment of individual dampers at each pickup point. The gate can be in closed, open or partially open position via operator manual adjustment.
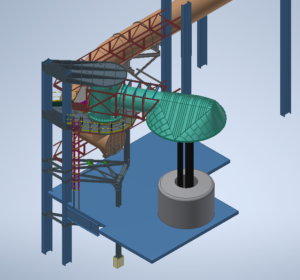
Hood:
Hoods are used to capture dust emissions, which are then conveyed through ductwork to a dust collector. The quantity of air required to capture and convey the dust depends upon the size and shape of the hood, its position relative to the points of dust emission, and the nature and quantity of the dust. Hoods can generally be classified into three broad groups: enclosures, receiving hoods and exterior hoods.
Enclosures usually surround the point of dust emission, though sometimes one face may be partially or even completely open. Examples of this type are paint spray booths, abrasive blasting booths, totally enclosed bucket elevators, and enclosures for conveyor belt transfer points, vibrating screens, crushers, and so forth.
Receiving hoods are those wherein the dust are injected into the hoods. For example, the hood for a grinder is designed to be in the path of the high-velocity dust particles. Inertial forces carry the dust contaminants into the hood.
Exterior hoods must capture dust that is being generated from a point outside the hood itself, sometimes some distance away.
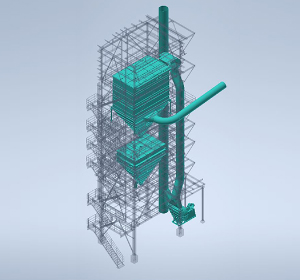
DUST COLLECTION SYSTEM:
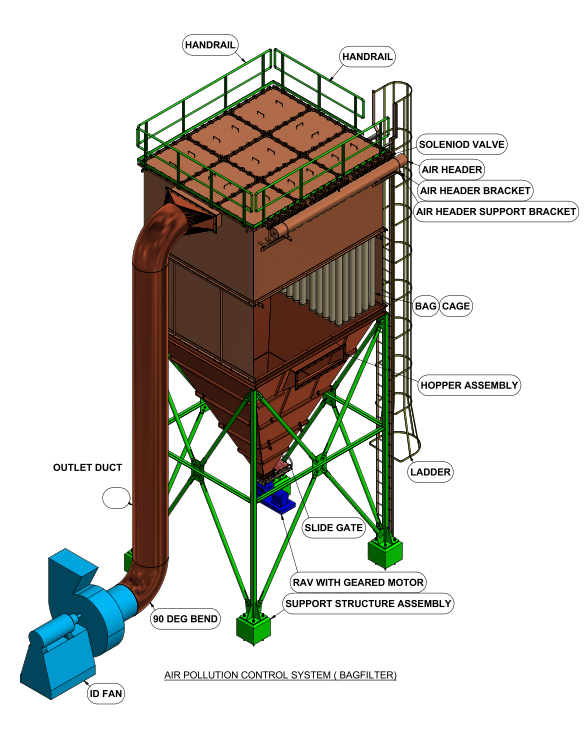
The dust-laden gases conveyed through hoods and ducting is passed through a dust collector where dust is separated and clean air is vented out. The dust collector used is a Bag Filter with pulse jet cleaning. The dust accumulated on the filter cloth drops into the hopper, after cleaning, and is removed continuously through a rotary air lock located at the bottom of the hopper.
Bag Filter is divided into three parts i.e. top part is called as Clean Air Chamber (CAC); middle one is called as Dirty Air Chamber (DAC) and bottom part is called as Hopper. The CAC is separated from the DAC by the tube sheet where the filter bags and cages (filter bags are supported by cages). The bag filter unit is continuous self- cleaning equipment which is operated either on Differential Pressure (DP) mode or on Timer mode. The bag filter is capable of removing dust particles captured on the surface of filter bags, which is deposited on the filter bags during filtration operation.
Types of dusts will differ by industry and application. Therefore, bag filter designs are specific to the application required for each industry. Bag filters systems work in general by drawing dust from the air through a filter bag that first captures and separates the dust particles. The cleaned air passed through the filter bags to the CAC and then discharges cleaned air back into the environment. The suction effect is created by centrifugal fan (Induced draft fan). The objective of each design application is essentially the same which is to filter, separate, and capture dust particles and release clean air.
The cleaning of filter bag operates via a rapid, high-pressure air jet cleaning which sends a high volume of air through the filter bag that shatters and discharges the dust cake for disposal. The rapid pulse of air allows for continuous operation with the fan running. Pulse jet models are the most common type of bag filters, due to their ability to be easily customized, capability to handle a wide range of temperatures and pressures, and their high collection efficiency. These are common in most manufacturing environments wherein bulk solids are processed. Pulse jet collectors can be fabricated from a wide range of materials, including carbon steel, stainless steel, aluminium, Inconel, Hastelloy and other special alloys. Bag filter construction is simple and doesn’t have any moving parts. Pulsejet cleaning mechanism with the help of compressed air results into high dust cleaning efficiency.
We have designed and installed more than 1600 de-dusting systems, including ducting, across India and overseas. We have covered more than 8 different industries.
Please feel free to get in touch with our teams for more details or technical advice on ducting & de-dusting solutions.