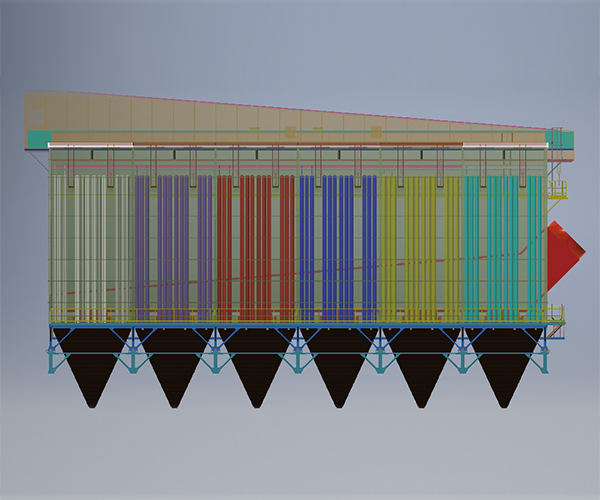
Clair Reverse Air Bag House (RABH) dust collectors are highly durable bag filters and have the capacity to handle large volumes of gas. RABH are of modular construction because of the nature of dust cleaning mechanism used. The modules are isolated during cleaning process and also have the flexibility to be isolated for online maintenance or inspection purposes.
The dust-laden gases pass through an inlet plenum and are then distributed into each modules of RABH. The design of RABH is made to ensure that the gas distribution is uniform across all the modules of the bag filter. The gases first enter the hopper in each module and they pass through the bags that are installed on the bag tube sheet located just above the hopper. Most of the dust in the gases drops out in the hoppers due to gravity caused by change in gas path and velocities. The gases pass through the inside of the filter bags, where it is deposited, and the clean, filtered gas passes through the filter bag and outside of the modules. The filtered, clean gases are vented out to the stack by an induced fan.
During cleaning mode of the bag house, reverse air, which is again part of the cleaned gases, is passed (for a predetermined time) from outside to inside of the bags to clean the deposited dust. During the cleaning operation, the module is first isolated by closing the inlet dampers to stop the flow of gas in. Reverse air fan is used to draw the clean gas, from the outlet plenum, back into the module for cleaning purposes. The dust which is collected in the cleaning process is discharged through the hoppers.





We have successfully installed RABH for Cement applications, where we have handled gas volumes ranging from 3,00,000 m3/h up to 13,50,000 m3/h. We have successfully installed 11 RABH’s both in India and overseas. Our technical know-how comes with below expertise:
Our Reverse Air Bag House (RABH) fabric dust collectors are highly durable and have the capacity to handle large volumes of gas efficiently.
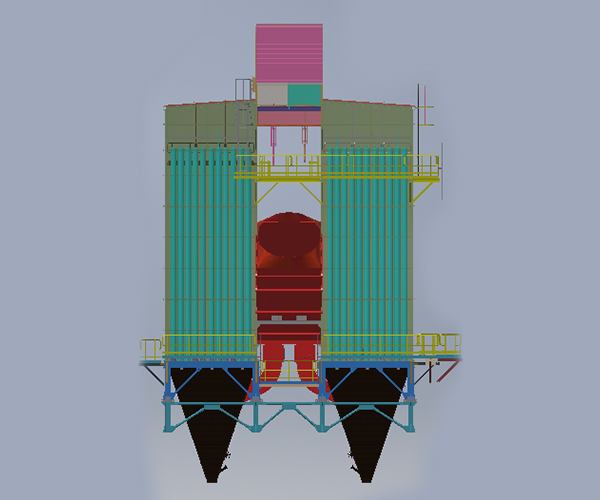
They allow dust-laden gases to pass through via an induced draft fan located at the outlet side of the bag house. The gases entering the bag house inlet plenum / manifold are distributed into the hoppers of each module through butterfly dampers. The main gas inlet plenum and inlet entry into each hopper are designed such that gas distribution across all chambers is uniform and most of the dust in the gases drops out in the hoppers due to gravity caused by change in gas path and velocities.
The gases along with the balance entrained dust are passed through the bags that are installed on the bag holding plate (tube sheet) located just above the hopper. The dust is deposited on the inside surface of the bags. The cleaned gases now pass through the bags and out of the compartment into the outlet manifold, the induced draft fan and finally vented to the atmosphere through the stack.
During cleaning mode of the bag house, reverse air, which is again part of the cleaned gases, is passed (for a predetermined time) from outside to inside of the bags to clean the deposited dust, which will be collected in the hoppers.
We have successfully installed Cleaning RABH for a Cement Client, wherein the gas volumes handled were in the magnitude of > 5,00,000 m3/hr up to 15,00,000 m3/hr. We have installed more than 50 RABHs across India as well as abroad. Our technical know-how comes with below expertise:

Our RABH installation at one of the renowned Cement manufacturing facility





